图片:
图片:
图片:
图片:
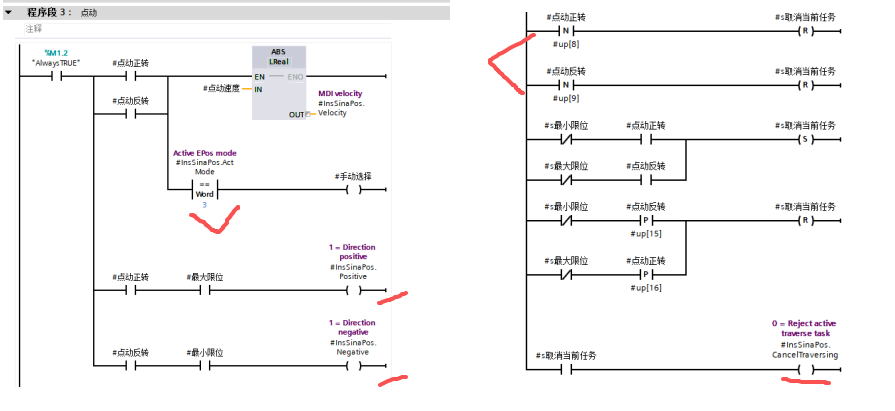
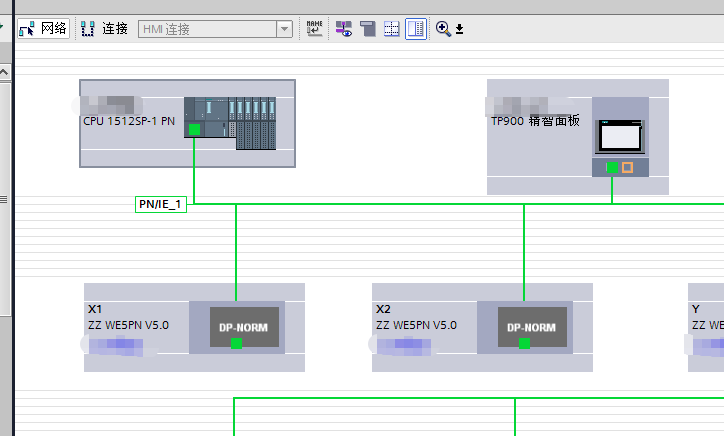
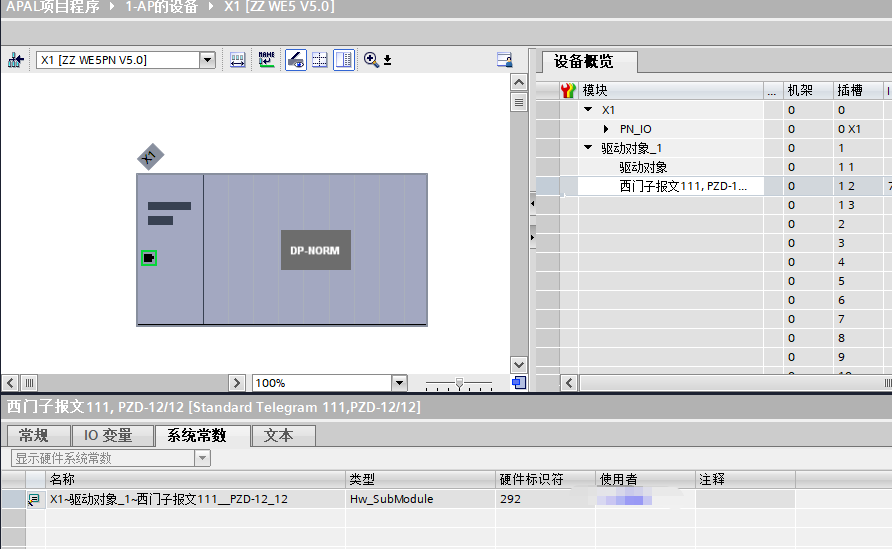
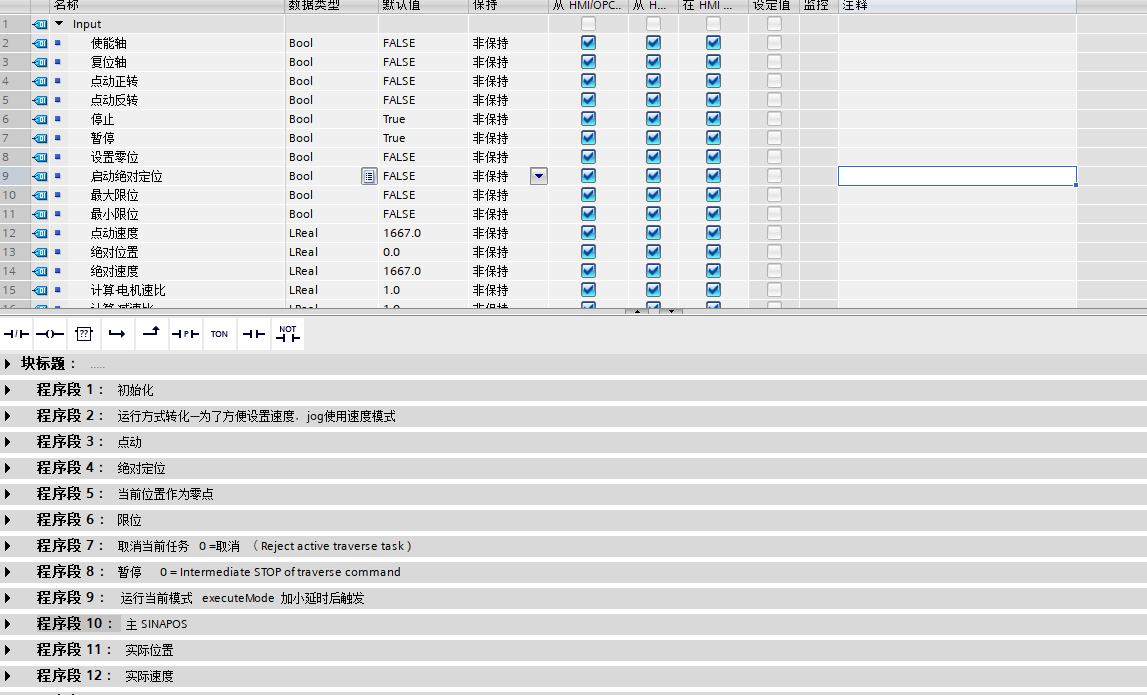
各位亲爱的兄弟姐们,好久不见。小编又回来了!因为之前很少在运动行业混迹。所以对运动控制还是有些生疏,各位莫见怪哈。走起~接下来我们一起用1500系列PLC通过profinet控制伺服实现基本定位控制。PN通讯控制伺服一般通过工艺轴或者“sina”类指令实现。本例是采用111报文用SinaPos实现基本定位。第一步,组态硬件,PLC 正常组态,伺服通过厂家给的GSD文件组态进来。第二步,给伺服挂上西门子111报文,记住它的硬件标识符,方便后续应用。第三步,规划功能。我们需手动可以正反转微调,速度可控。自动使用绝对定位,一键到达目标位置,速度也可以更改。那么我们借用SinaPos功能块来封装一个符合自己功能的FB块,大概如图所示。第四步,编辑手动功能,我们用mode=3的模式来实现。配合“positive/negative”实现正反转。按钮采用点动,当松开时候发送“canceltraversing”。基本逻辑就是这样。这里没有用mode7/8来做的原因是那个速度不好用变量来调节,不知道各位有没有更多见解。第五步,编写自动功能,我们用mode=2的模式来实现。自动时比较简单,直接给速度和绝对定位地址就可以。第六步,编写动作触发,主要用来配合前两步动作。因为我们手动和自动命令发出后,虽然给出速度和定位,但还需要触发确认执行一下。加一个小延时是为了执行时候确保速度和定位已经给上了。定零模式原理也一样。第七步,调用上标准指令,和实际位置,实际速度计算。尤其后面运算,各位仁者见仁智者见智,不多说。第八步,封装完成,编译调用,测试。本例是经过实际测试的。基本手自动功能都可以用。但是都是基于sinapos的应用。写在最后,本例是小编自行测试的,不保证里面没有bug。照例欢迎各位铁子们评论指正,感谢!再会。
 沪公网安备31010802001143号
沪公网安备31010802001143号

