图片:
图片:
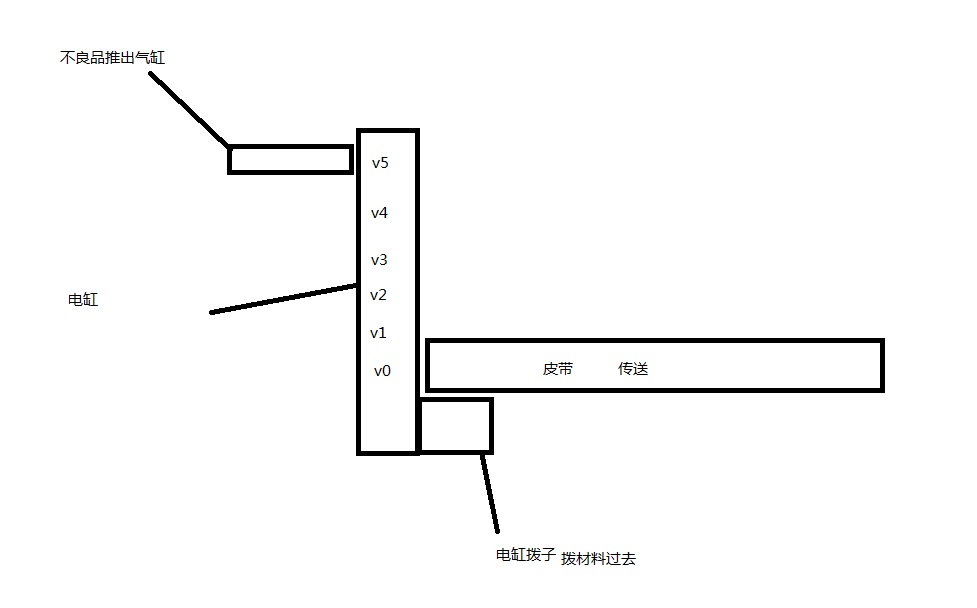
如题目.......程序思路现在是这样的:电缸6个位置,v0一般是空位.v1234是堆积材料的位置.v5是判断位置.气缸推出不良品
西门子plc s200
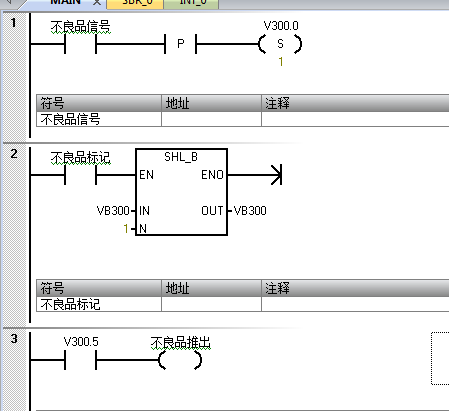
程序大概思路如图片
现在问题是材料下来的慢没有问题
材料下来快就出现不良品推出错误 按材料少的情况V0没有材料 那刚好5个 v1 v2 v3 v4 v5 到v5就推出 材料多 v0也有材料了.v0的材料到v1.v1到v2.这样下去本来v5是不良品 就成v4是不良品了
把v4推了下去.v5过去了.
但是我又不能限制上面每次只下来5个材料

要进效率
1是不良品啊0是OK品
原来0000 0000 有不良品改变成 0000 0010
不知道大家看明白没有.就是材料快那里就有6个材料了.就把次序搞乱了
[ 此帖被我好像是在2014-06-04 20:47重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

