图片:
本人新手现在在用CP1L做一个程序,是包装机,有两个伺服每颗糖都要动作一次,通过接近开关来动作,然后发现机器在低速情况下可以正常运行,但是速度一旦上去之后发现伺服电机的反应越来越慢,到了400左右后同步都错掉了,慢了半拍。估计是I\O延迟的缘故,大家有什么解决方法吗!
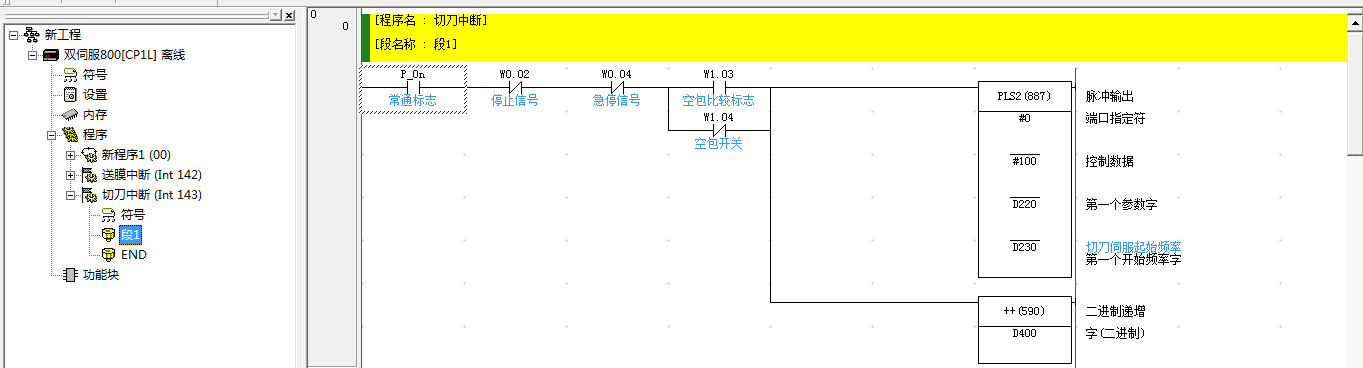
后来我试着把伺服电机的程序放到了中断程序里,试了以后效果差不多,而且有的时候还会漏掉一个动作,反而不如原来的程序。通过在中断程序里加了一个只加指令,发现中断是正常的,不知道为什么有时候会不发脉冲,是不是和pls2没有用微分指令有关系啊,还是说我的中断程序有问题!

,
[ 此帖被yuxin__li在2014-05-21 16:59重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

