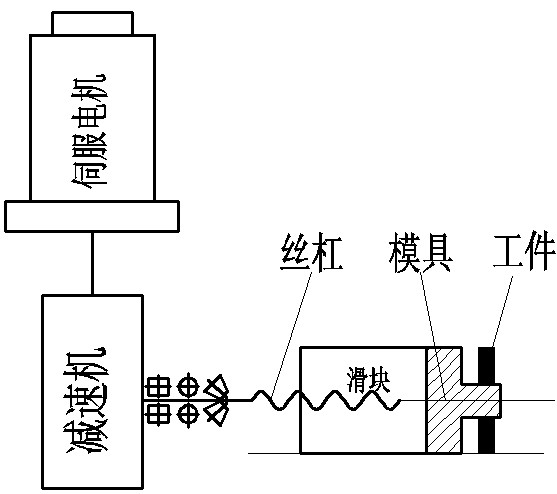
伺服电机驱动滑块加工工件,加工过程中工件卡死,如何让伺服知道并停下来? 加工一个工件,如下图所示,设备采用伺服进给,因为要预先设定进给量,伺服采用位置控制模式。伺服系统全部采用三菱的,花了有大几万,伺服驱动器采用MR-J3-700A,伺服电机采用HF-SP702B。功率7Kw。(第一次做这台设备,选大了点)
正常加工时是不会出现工件卡死等紧急情况的,但是有时候加工工艺参数不对,导致工件在加工过程中卡死。但是伺服还要按照预先设定的参数走完,这时候卡死的工件阻碍伺服进给,使伺服转矩增大,但是我在做这个设备的时候,伺服额定扭矩选的过大,没有到达伺服极限扭矩,伺服继续进给,可能会对工件、模具、设备和传动系统造成损坏。
请问如何能够避免这个情况,上次咨询一个工程师,他说采用传感器监控工件加工情况,形成闭环,但是没有找到合适的传感器,而且设备上没有预留安装传感器的位置。请问能否用其他的办法?我的想法是:
1、能否设置伺服的转矩保护,在伺服驱动器中设置关于转矩的参数。使得一旦工件卡死,伺服输出转矩超过驱动器中设定的转矩,伺服自动停止。不知道伺服里面有没有这样的功能。
2、提起模拟量监视输出MOD1,做反馈,但是有些工程师说模拟量监视输出值不是太准确,而且不知道硬件上从伺服驱动器到PLC如何连线。
最好能采用第一种方案,这样只需要设置伺服参数,而不需要改变硬件。
由于滑块的位移和速度是加工过程中两个重要的工艺参数,现在要精确控制滑块的位移量和速度。我采用的是位置+速度控制模式。
刚从其他工程师咨询了一下:有三种观点,
一种认为:要通过伺服电机的扭矩控制模式,但是伺服控制模式PA01里面只有位置、速度、转矩、位置+速度,速度+转矩,转矩+位置共六种,没有这种速度+位置+转矩控制模式。
另一种认为:可以设置PA11:正转转矩限制,PA12:反转转矩限制。在位置+速度控制模式下,不管定位完成没有,只要超过设定的扭矩,伺服就会报警停下来。如果是这样的话就好了。
第三种(三菱客服)认为:力矩限制是要超过伺服的额定转矩的300%才能发出50号报警,并使伺服停止。由于是第一台设备,我选的伺服型号大了,也就是说出现了故障,伺服还没超过额定转矩,伺服也不会停下来。
上面三种观点也不知道孰对孰错,第一次弄这么大功率的伺服,不敢随便实验调试,我也不想改变现有硬件,最好是能改变伺服参数设置来实现功能,我还是想先咨询一下你们有经验的工程师再做决定。
还请版主和各位坛友给予指点,在此表示感谢!!
[ 此帖被wxk8000在2013-07-10 16:54重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

