引用
引用第6楼sjm213于2009-02-02 15:51发表的 :
如楼上所说~~
所以是否方便在轴上增加一个变速装置,降低检测装置的转速,亦即降低输入点的检测频率?
这样就非常容易实现你的要求:电机启动3秒后开始启动一个计时器,而该检测点不断对计时器进行复位;若检测信号不正常,则计时器会接通报警。
sjm213师傅好,我采用了你的指导进行了编程。但在监控时发现起不了作用,我的脉冲频率已经很低了(1秒1个左右)。具体表现为:
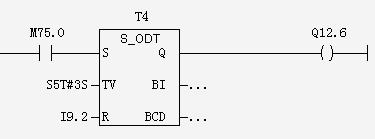
m75.0为启动后的自锁,i9.2是我的脉冲输入,Q12.6作为停止信号的输入。实际监控运行机床时,9.2端有脉冲了(0和1在交替显示),一旦去除脉冲3秒钟后,Q12.6却没有动作。不知道为什么?会不会是我的定时器选错或者别的什么编错了,请sjm213师傅帮我分析一下。
 沪公网安备31010802001143号
沪公网安备31010802001143号

