图片:
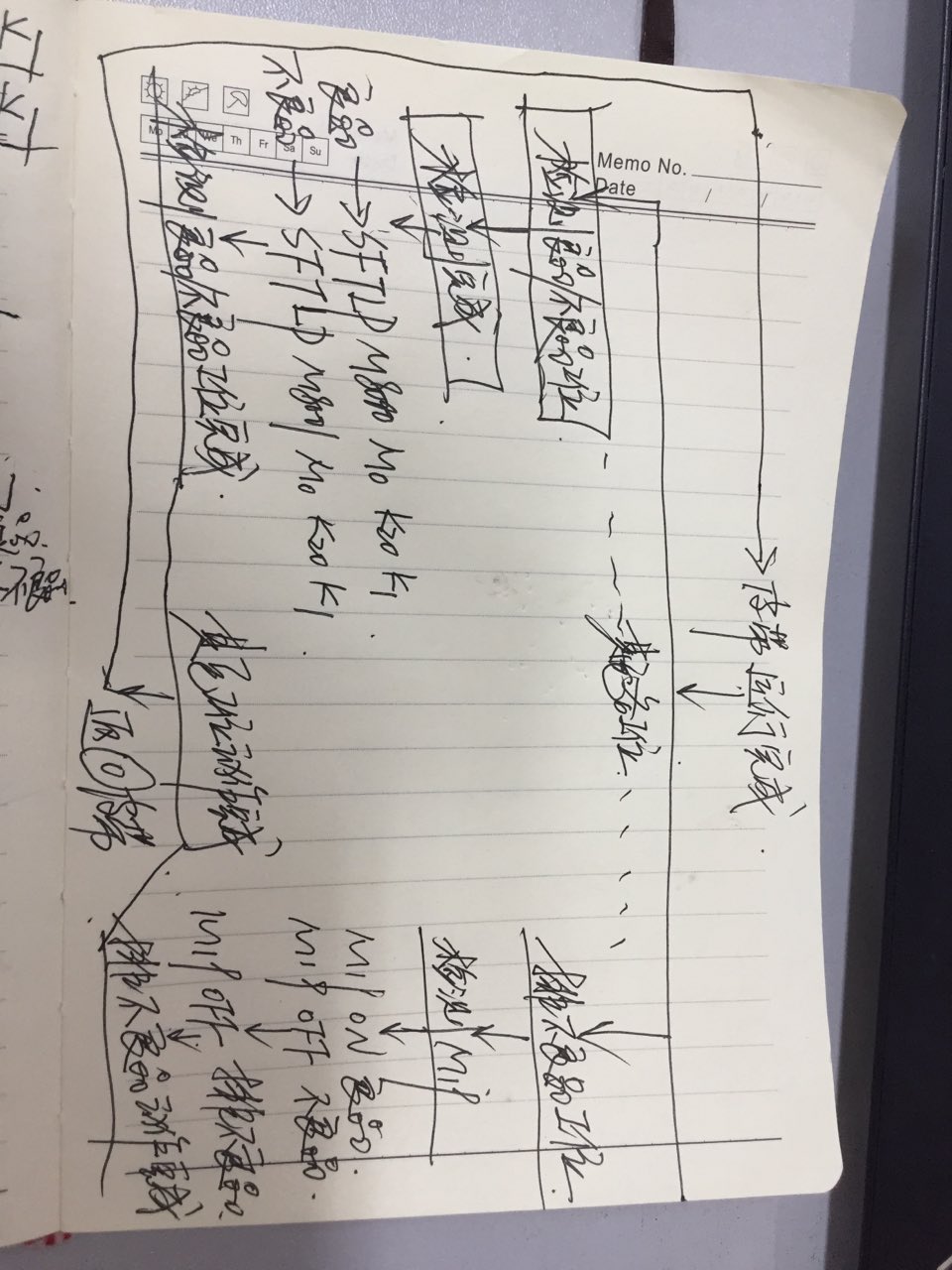
这种结构平常用的比较多,皮带式的流水线工位或转盘式的流水线工位都会用到,手画了一个简图,
1,皮带运行一个工位,一般采用电机带分割器,或者步进电机伺服电机;
2,皮带运行完成:把运行完成信号传给各个工位;
3,检测良品工位:当收到皮带运行完成信号,检测良品工位进行检测,如果是良品信号就执行SFTLP M8000 M0 K20 K1;如果是不良品就执行SFTLP M8001 M0 K20 K1;此指令是三菱FX系列PLC的左移指令,M8000是常ON,M8001是常OFF,SFTLP M8000 M0 K20 K1每执行一次就把M8000,M0,M1,M2.....M18,M19依次向后移一位,这条指令实现的功能顺序是1),把M19之前的状态复位,2),把M18的状态给M19,3),把M17的状态给M18......,依次类推,就是按M8000,M0,M1,M2.....M18,M19的顺序依次把自己的信息传给后面,像接力棒的形式一样往后面传递,皮带每移动一次就把良品信息向后传递一次;SFTLP M8001 M0 K20 K1指令是向后传递不良品信息,当检测结果为不良品,就把M8001的OFF状态给M0,皮带每移动一次就把不良品信息向后传递一次,M19就代表着第20个工位产品的良品/不良品的信息,M19=OFF,代表过来的产品是不良品;M19=1,代表过来的是良品;
4,其它工位动作;
......
5,排不良品工位:当收到皮带运行完成信号,排不良品工位进行判断,如果M19= ON,不执行动作,把排不良品工作动作完成信号给皮带;如果M19=OFF,执行排不良品动作;排不良品动作完成,把排不良品工作动作完成信号给皮带。
6,当皮带收到各位工位动作完成信号,返回第1步
循环执行以上的动作。
楼主留言:
非常感谢,按照你的方法测试可以,我这里不用马达信号,输送带不能停。现在在做M19信号给气缸,怎么写气缸动作都不对,请问你有好的建议吗?谢谢
 沪公网安备31010802001143号
沪公网安备31010802001143号

