(六)题目名称:泵站水池PLC控制
控制要求及考核内容:
1、 工艺流程:
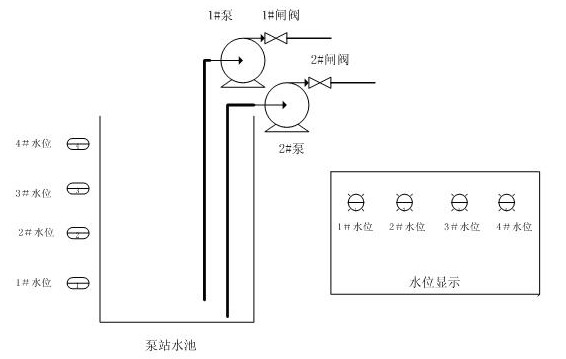
有一套如图所示的泵站控制系统,该系统由两台泵组组成,其中1#泵组为变频泵,2#泵组为工频泵。其自动工作方式:当高于2水位时,延时5秒启动变频泵,变频泵以50%的速度运行;若水位达到3水位,变频泵以100%的速度运行;若水位达到4水位,工频泵启动,与变频泵一起抽水;当水位下降到2水位,切除工频泵,当水池水位低于1水位时两台泵停运。工频电机功率为7.5kW,电动闸阀电机功率为1.5kW。
2、 控制要求:
(1)符合电气设计规范,具有必要的保护功能;
(2)工作方式分为手动和自动两种操作方式;
(3)泵组启动时,泵组先运行后开闸阀;泵组停止时,先关闸阀后停泵组;
(4)“显示面板”作泵站水位状态显示。当低压1水位时,“1水位”指示灯常亮;当高于1水位低于2水位时,“1水位”、“2水位”指示灯以0.8Hz频率闪烁;当高于2水位低于3水位时,“2水位”、“3水位”指示灯以2Hz频率闪烁;当高于3水位低于4水位时,“3水位”、“4水位”指示灯以2.5Hz频率闪烁;当高于4水位时,“4水位”指示灯常亮;任何时候状态指示灯最多只有两盏点亮;
(5)1#泵组由变频器控制,变频器和PLC之间采用DP总线方式,总线已联好。
(6)在信号控制屏上有泵组工作状态指示,并统计2#泵工作时间。
(7)完成远程机架与接触器盘之间的控制线路接线。远程机架与PLC之间采用DP总线方式,总线已联好。
7.4.2.2 考核要求及评分标准:
1、画出PLC控制系统原理图(不画主电路部分)。¬¬¬
2、完成远程机架与接触器盘的正确接线(不含主电路部分)。
3、按控制要求完成硬件组态、并下载到PLC。
4、能实现所有的控制功能。
5、安全文明生产(完成接线后,必须经过监考人员确认后方可送电。)
7.4.2.3说明:
1、控制柜的按钮、信号灯与PLC主站的输入、输出接口线均已接好;PLC、变频器、远程机架总线已接好。
2、主回路不用接线,接触器、电机无故障。开始水位在1水位以下,不考虑水位在其它中间水位
3、完成接线,必须经过监考人员确认后方可送电。
4、远程工作站上I/O模板、接触器和热继电器上所有接线点均已对应延伸到端子排上,所有接线点在端子排上完成。
[ 此帖被shxzg88在2010-06-25 14:13重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

